 |


序列号 | 范围 | 单元 | 描述 |
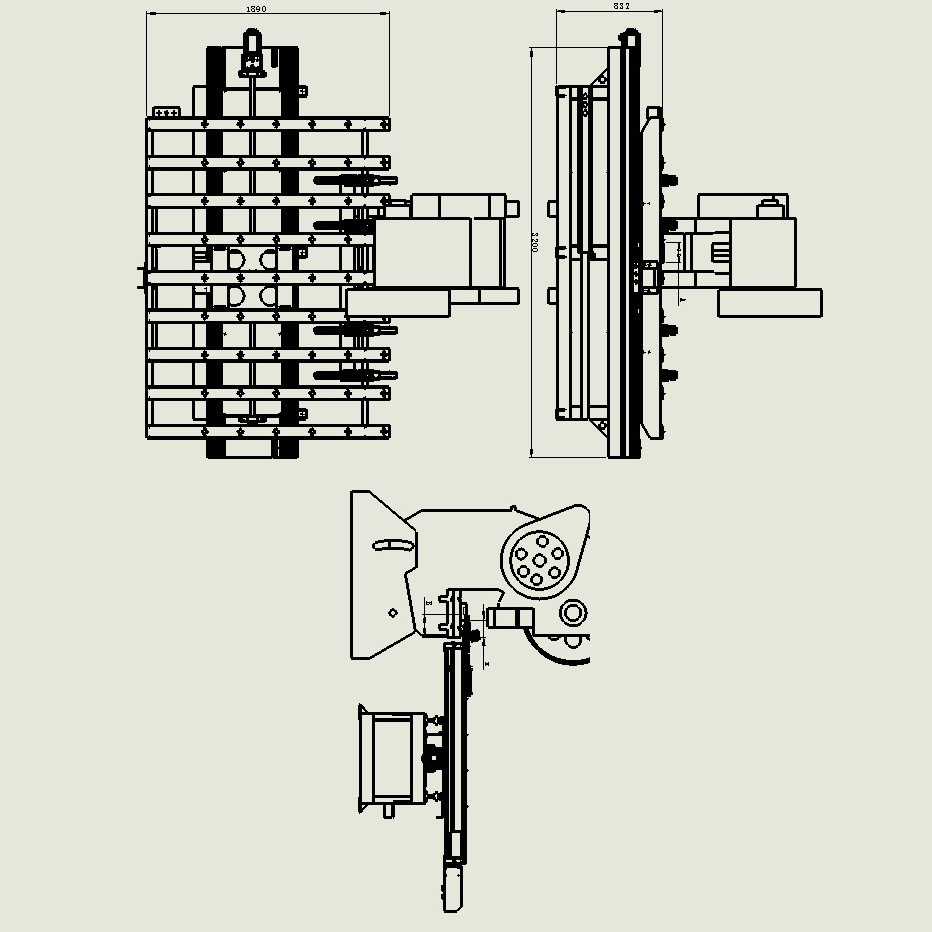
1 | 压力机(冲床) | - | 板材厚度小于1时 模具纵向边缘到冲床边X小于150 B小于200 A小于270 |
2 | 加工板尺寸 | 毫米 | 1500*3000 |
3 | 最大加工板厚度 | 毫米 | 3.5 |
4 | 冲床模具 | 毫米 | 由客户提供 |
5 | 模具 | 片 | - |
6 | 相邻两孔孔距精度 | 毫米 | ±0.1 |
7 | 板材最大移动速度 | m/min | 32 |
8 | 滑块行程 | 次/分钟 | 1500*3000 |
9 | 模具寿命 | 万次 | ** |
10 | 数控系统 | - | 众为兴 |
11 | 空气压力 | MPA | 0.5 |
12 | 总功率 | KW | 3.5 |
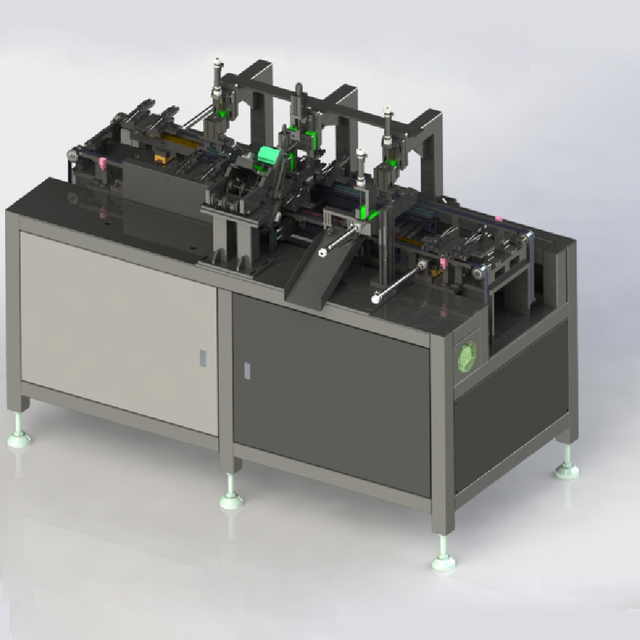
13 | 机身结构 | - | 卧式钢板轻轨焊接 |
14 | 供电电压 | V | AC220V |
15 | 整机重量 | 公斤 | 1200公斤 |
通过工控机可以自动编程、自动定位、自动冲压、自动送料、自动回位等,数字控制冲床的冲压功能及效果。
超限保护,当行程走到极限后会自动停止运动,避免撞车。
自诊断保护功能,当软件、系统或电气出现故障时会自动报警,提醒检查和排除。
电压保护功能,当电压波动过大,会自动报警并停止工作,避免损坏伺服系统、电气元件及软件程序。
具有夹爪后限位保护,防止夹爪故障 冲坏模具。(独有)
有落料检测功能,防止冲坏模具。(独有,选配)
自动让夹爪功能,能最大限度利用板材。
系统可以自动搜集模具库登录的模具来编辑程序,并显示冲压时间、加工量、模具寿命(冲压次数)等。
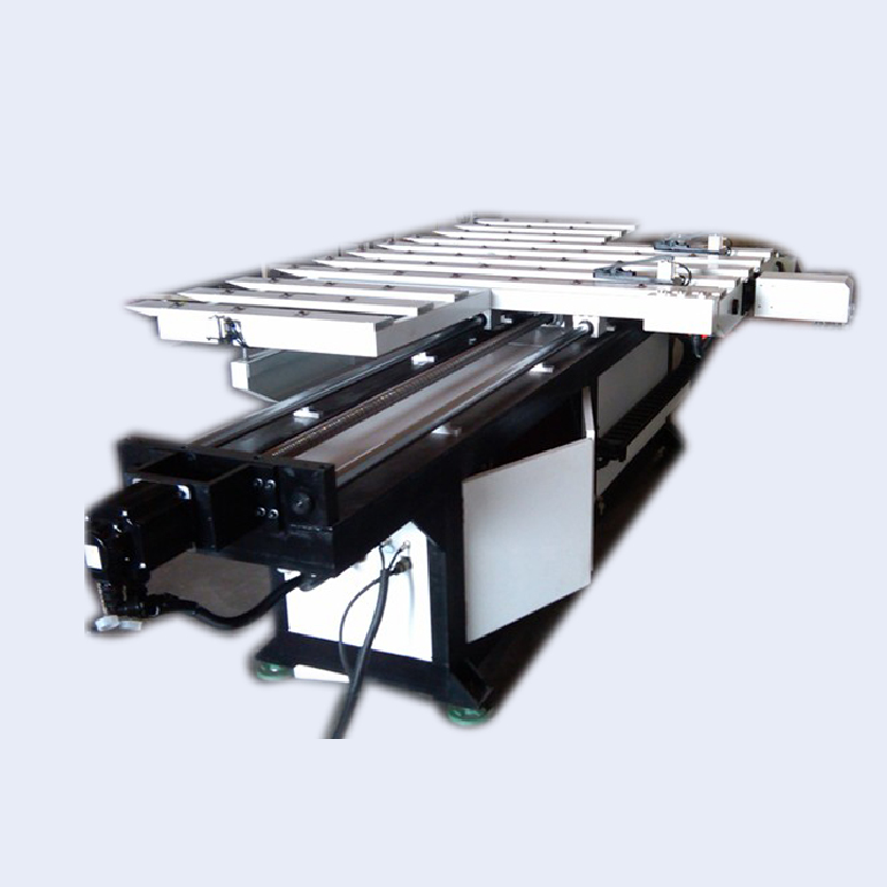
专用夹钳,夹持力大,送料平稳,操作方便。
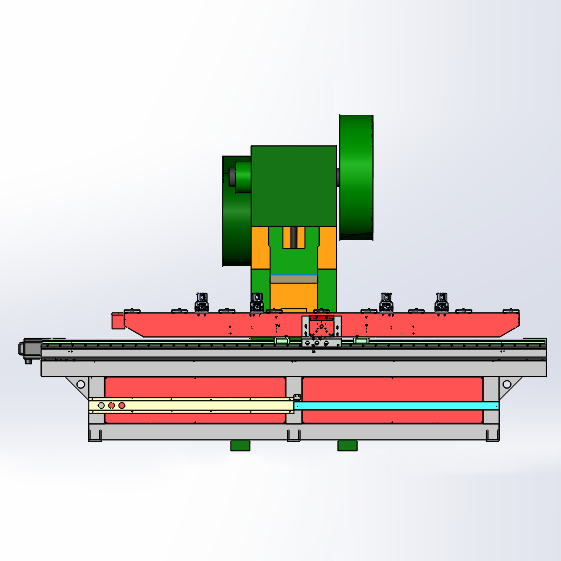
采用导轨+滚珠丝杆结构,更精准,寿命更长。
名称 | 供应商 |
1。直线导轨 | SHAC/AIRTAC |
2。滚珠丝杠(大导程) | TBI |
3。控制单元 | ARM工控主板 |
4。伺服电机、驱动器 | teco/hcfa |
5。三联件 | Airtac |
6。联轴器 | |
7。电磁阀 | |
8。磁性开关 | |
9。带开关压力表 | |
10。气缸 | |
11。数控系统 | 众为兴 |
12。电源模块 | 台湾铭玮公司 |
13。接近开关 | 台湾Riko |
1.简捷的国际通用G代码编程,800*480点阵 7寸液晶显示器 轻触式,薄膜式操作面板操作使用方便
2.配置先进的全数字交流伺服电机和伺服系统
3.脉冲编码器闭环反馈
4.现场编程、后台编程、参数编程等功能,全中文菜单操作,全屏幕编辑
5.具有图形模拟冲压功能
6.方便进行系统参数及加工程序的备份,并实现大容量加工程序的在线加工
7.以纳米为单位进行插补,位置检测及伺服控制,可实现高速高精度加工
8.集成化程度高,使用专用软件;启动时间短,突然断电时会自动保存数据
9.具有自诊断功能:每次开机或复位对CPU,存储器,LCD,I/O接口,参数状态,坐标,加工程序等进行全方位的诊断;运行中对电源,主轴,限位及各输入输出口等进行实 时诊断
10.丰富的指令系统:比例缩放指令 镜像加工指令 程序循环,程序跳转,程序调用和
不同程序结束处理方式,宏定义等程序管理指令 多种定点指令,起始点设定点等 点位冲孔, 圆弧步冲,直线步冲,栅格冲孔等 六种工件坐标系,九种扩展坐标系和一个参考点
11.具有模具补偿功能
12.具有螺距补偿功能
13.具有反向间隙补偿功能
15.具有再定位功能
16.具有自动,手动,单冲,连冲功能